
The concept of the IP-plus welding system offers the possibility of effectively, quickly and safely welding together commercially available, lugged pipe systems made of polypropylene (PP) or polyethylene (PE).



The system thus meets the requirements of AWsV plants and guarantees that all lines remain permanently leak-proof.
Welding also gives the joints the same chemical and thermal resistance as the pipe material itself.
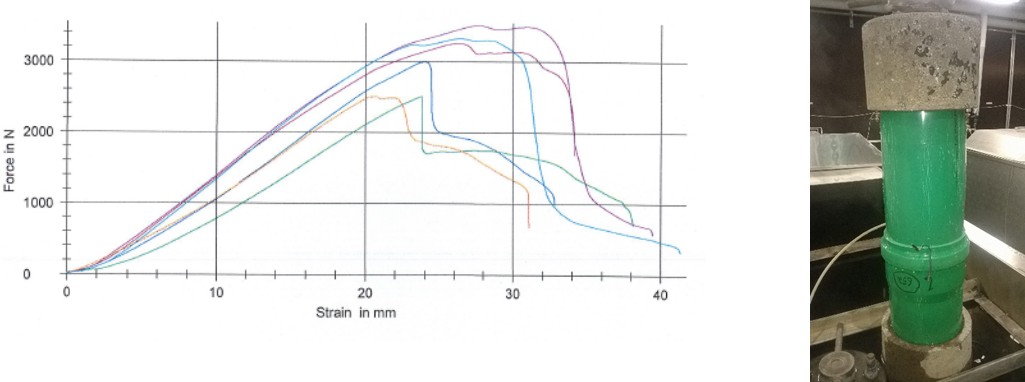
The method of welding joints can also transmit enormous tensile forces that exceed the strengths of the pipe itself.
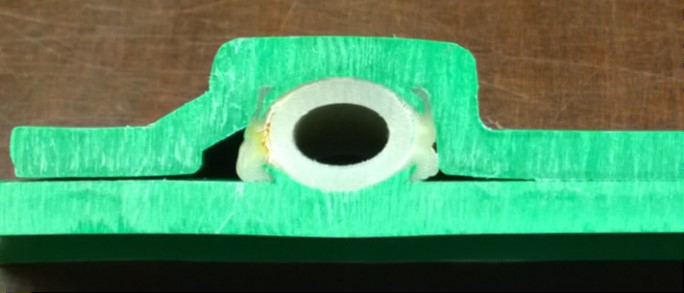
The design of the welding ring is such that it can be inserted directly into the bead of the pipe socket instead of the rubber seal. The welding ring is preformed for easy installation and packed in an airtight package. It is designed in such a way that it directly provides the joining pressure required for welding. The defined expansion of the IP-plus welding ring enables even large tolerances of the pipe systems to be bridged. The process is so effective that removal of the oxide layer is no longer necessary. Thus, the IP-plus welding process leads to a long-term secure connection.
Functional Description:
The function of the IP-plus welding system differs from the systems of conventional processes with electrofusion sockets. In this process, the joining pressure required for welding is generated during the welding process itself. The basis of the welding system is an inner carrier torus. The torus is surrounded by a copper wire winding, which distributes the necessary welding heat within the entire welding area during the welding process. The surface of the welding ring forms a coating according to the pipe material used (polypropylene PP, or polyethylene PE).
When the temperature is increased, the torus heats up and melts the surrounding tube material and the filler metal in a defined manner. At the same time, a force is generated perpendicular to the tube axis, which results in a welding of the two tube partners and even larger tolerances can be reliably compensated. A special welding process offers the possibility to model the temperature and the added power during the welding process to obtain a perfect welding result.
-

- VOR der Verschweißung

-

- NACH der Verschweißung
This type of welding means that it is no longer necessary to mechanically process the pipe ends before welding. The so-called “peeling” is no longer necessary. The expansion of the weld ring during welding reliably breaks up oxide layers or similar and renders them harmless. This is proven by the extensive peeling tests carried out at the MPFA Leipzig (Test Report No. PB 5.2/14-259-1). Proof of the function of the IP-plus welding system was confirmed by the German Institute for Building Technology DIBt (Z- 42. 5-553).
Application areas
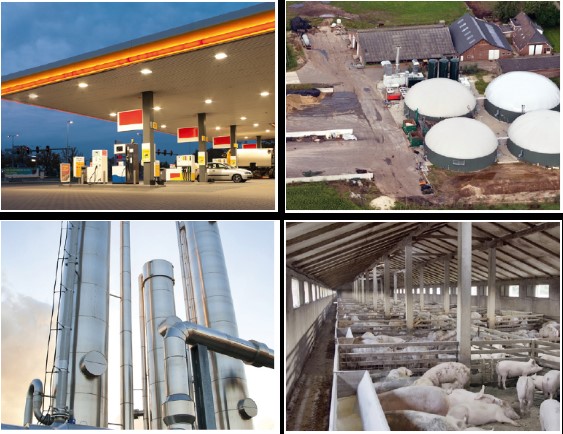
- Plants according to the new AwSV and TRwS 2017
- Drinking water protection zone
- Industrial plants with chemically and thermally highly contaminated wastewater
- Gas stations and tank farms
- Special cable conduits to be protected
- Foundation piping
- Agricultural wastewater disposal
- Cable routing in downhill sections with tensile load
- Other installations requiring safety
Advantages:
- Welded joint according to AwSV 08.2018
- Root-resistant, material- and longitudinal force-locking connection
- Uniform & high chemical resistance of pipe & joint
- Approval from DIBt (Z-42.5-553)
- LAU and JGS exams pass successfully!
- Temperature application range -20°C to +95°C
- High temperature resistant (up to 90°C continuous, 95°C in peak)
- High pressure resistant (tests up to 12 bar)
- Highly resistant to high pressure flushing
- Significantly increased safety compared to rubber-sealed push-in joint systems
- Significant cost savings compared to PE-HD welding systems
- Simple assembly procedure
- Electronic data documentation

Tests and approvals:
The IP-plus welding system had to prove many times during the development process and through multiple functional tests that it meets the high requirements. This made it possible to develop an extremely safe and stable welding process.
Of course, the general technical approval of the German Institute for Building Technology has also been granted for this – DIB t (Z-42. 5-553).
We will be happy to provide further evidence from independent test institutes regarding JGS and LAU systems as well as the results of meaningful bursting pressure tests (> 12 bar) – just ask us!

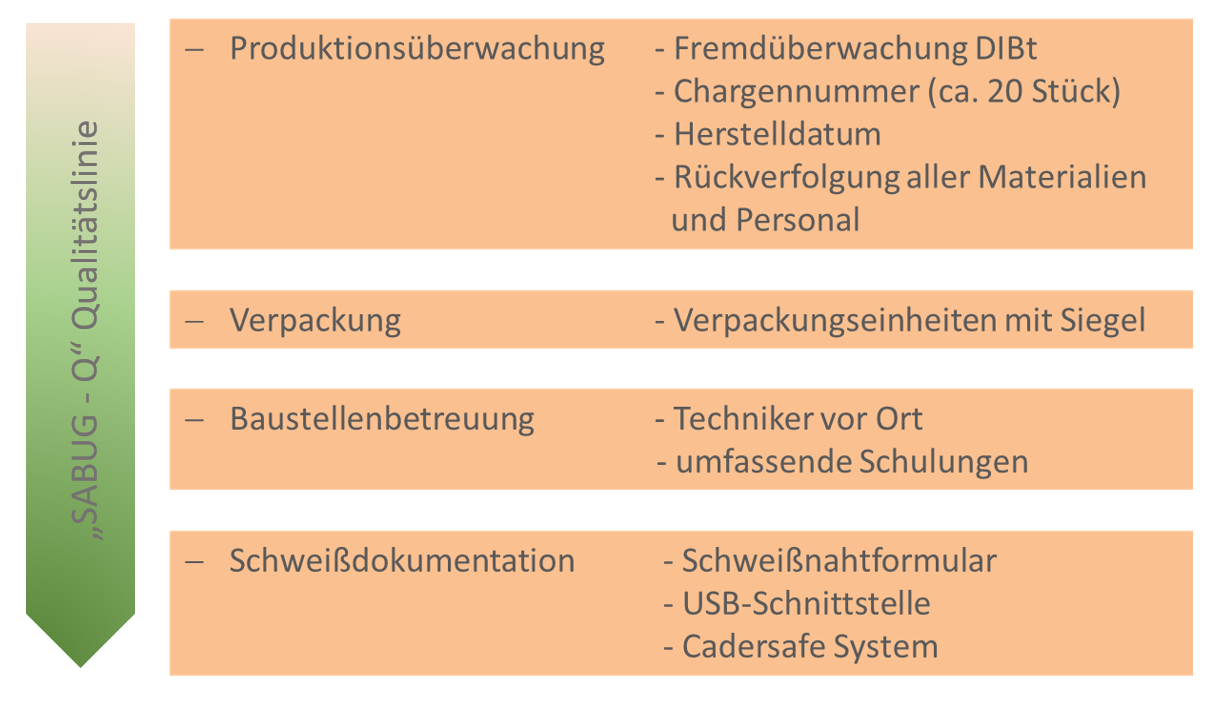
Concept: “SABUG-Q
 Behind the “SABUG-Q” concept is a comprehensive quality assurance program that accompanies the IP-plus welding system in its entirety. From the selection of the basic material and determination of the producer, through the production, to the welding and up to the acceptance on the construction site, the quality of the welding ring is accompanied by us.
Behind the “SABUG-Q” concept is a comprehensive quality assurance program that accompanies the IP-plus welding system in its entirety. From the selection of the basic material and determination of the producer, through the production, to the welding and up to the acceptance on the construction site, the quality of the welding ring is accompanied by us.
All the mechanisms for constantly checking the results eventually lead to the desired outcome:
A tight, long-term stable welded joint that will perform for many years.
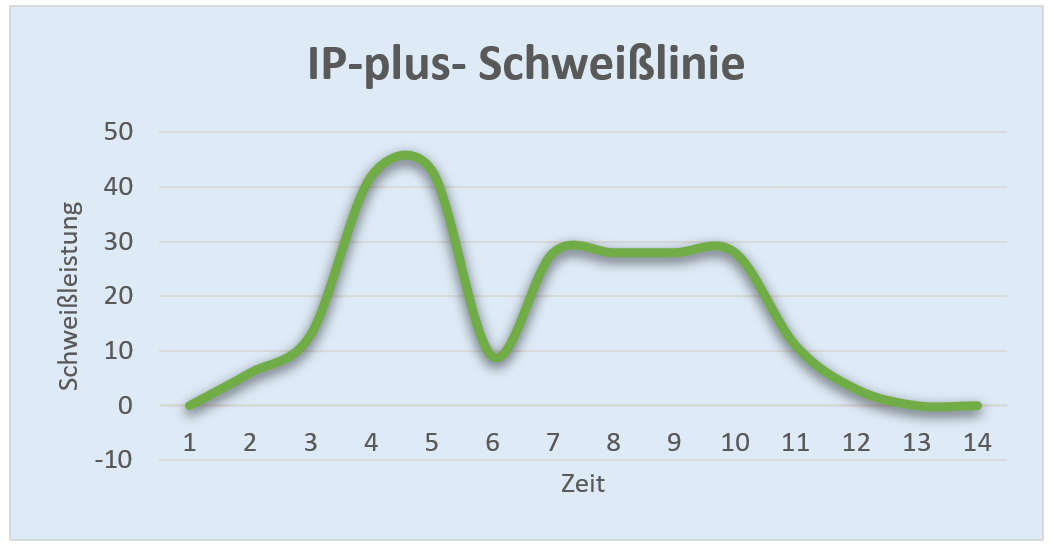
The welding process
For perfect control of welding, the execution of the welding process is carried out by means of the multi-voltage welding process (MVS). In order to obtain a homogeneous and perfect welded joint and to reduce the welding and cooling times, the temperature control is changed during welding. This is achieved with a defined modulation of the supplied voltage over time. The melting of the PP materials and the thermal activation of the carrier ring are specifically controlled as a function of the ambient temperature. As a result, a process is obtained that reliably performs optimum welding of the various pipe systems from -10°C to + 40°C ambient temperature. By concentrating the welding heat in a relatively small area, this process enables the so-called low protective voltage of < 50 V to be reliably maintained even for large dimensions (DGUV Rule 103-003).

The individually packaged IP-Plus welding rings are provided with barcode stickers. This barcode is read into the welding device for welding by means of a hand scanner. This reliably identifies the welding ring and calculates the welding parameters according to the outside temperatures.
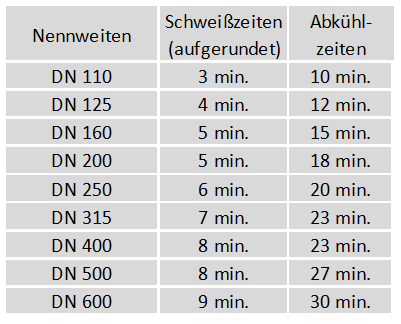
Welding and cooling times (approx. values at 20°C)

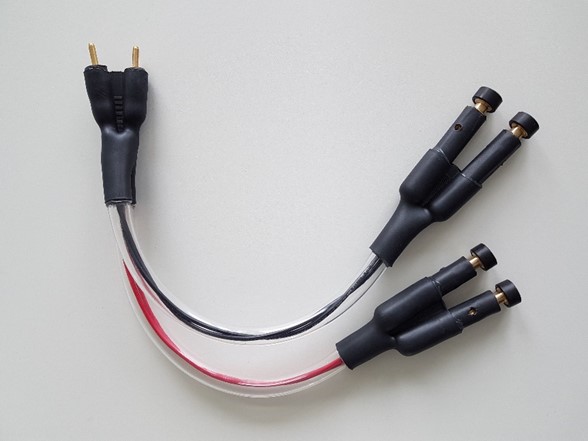
“Twin” welding cable
The “twin welding cable” offers the possibility to make 2 connections at the same time with one welding process.
The twin welding cable is connected directly between the connection contacts of the welding rings and the welding device.
- Applicable from DN 110 to DN 200
- The same barcode is used as for single welding
- Voltage and welding times remain the same. Current “I” doubles
- Welding and cooling times are halved
- Enormous time and cost advantage for the construction site

Welder training
 Welding of sewage systems is most often used where there are special circumstances. AwSV- facilities, drinking water protection zones or other safety-required facilities.
Welding of sewage systems is most often used where there are special circumstances. AwSV- facilities, drinking water protection zones or other safety-required facilities.
As a rule, certificates of expertise in the welding process must be submitted for these applications.
For this reason, and because the IP-plus welding system differs from the welding processes used to process commercially available electrofusion couplings, special training courses are offered by SABUG to provide the necessary expertise. This enables both experienced PE welders and people who have no experience in this field to use the IP-plus welding system correctly and safely.
Quality control on the construction site
Functioning quality monitoring is the be-all and end-all for many customers on the construction site. For the documentation of the welded joints, 3 different methods are available for the IP-plus welding system:
| Documentation by means of handwritten list Usually used for very small projects, where handwritten entry of welding parameters certainly does not require much additional effort. |
 |
| Documentation by means of storage in the welding device During welding, all welding parameters such as temperature and times, as well as any errors that may occur, are stored in the welding device. This information can then be easily read out from the device via USB interface. The display as pdf-file is done using the free downloadable IP-plus software. |
 |
| Documentation procedure IP-plus-Caldersafe In this process, the welding data is sent directly online to a protected e-mail via a Bluetooth interface using a smartphone. This innovative process determines all data important around the welding such as GPS position, name of the welder, date, temperatures and much more, fully automatically and tamper-proof. |
 |
Cost consideration
 The overall, economic consideration shows that the use of the IP-plus welding system appears to be a more cost-intensive solution in the direct comparison of the welding fittings (heating coil sleeve and IP-plus welding ring) due to the enormous price drop of the heating coil sleeves.
The overall, economic consideration shows that the use of the IP-plus welding system appears to be a more cost-intensive solution in the direct comparison of the welding fittings (heating coil sleeve and IP-plus welding ring) due to the enormous price drop of the heating coil sleeves.
However, if the installation and assembly costs, the availability of the pipe system, and the pipe and fitting costs are included in the calculation, it quickly becomes apparent that the IP-plus welding system ultimately offers a significant cost advantage over other welded pipe systems.
Many satisfied customers will certainly be happy to confirm this.

Sample cost comparison: Pipes according to DIN EN 1852 and DIN EN 14758 (KG 200) welded with IP-plus welding system, compared to welded PE-HD wastewater pipes of the same ring stiffness. Here, the significant cost savings of 25-40% can be seen in the total cost consideration (depending on the diameter).