
Das Konzept des IP-plus Schweißsystem bietet die Möglichkeit handelsübliche, gemuffte Rohrsysteme aus Polypropylen (PP) oder Polyethylen (PE) effektiv, schnell und sicher miteinander zu verschweißen.
IP-plus Schweißsystem
Damit entspricht das System den Anforderungen von AWsV- Anlagen und garantiert, dass alle Leitungen dauerhaft dicht bleiben.
Durch die Verschweißung haben auch die Verbindungen die gleiche chemische und thermische Widerstandsfähigkeit wie das Rohrmaterial an sich.
Durch das Verfahren der Schweißverbindung können auch enorme Zugkräfte übertragen werden, die die Festigkeiten des Rohres an sich übersteigen.
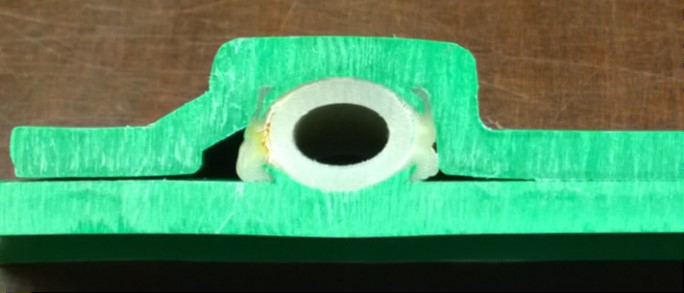
Die Konstruktion des Schweißringes ist so gestaltet, dass er direkt anstelle der Gummidichtung in die Sicke der Rohrmuffe eingesetzt werden kann. Der Schweißring ist verlegefreundlich vorverformt und luftdicht verpackt. Er ist so beschaffen, dass er den für die Verschweißung notwendigen Fügedruck direkt mitbringt. Die definierte Expansion des IP-plus Schweißringes ermöglicht die Überbrückung auch großer Toleranzen der Rohrsysteme. Das Verfahren ist so effektiv, dass eine Entfernung der Oxidschicht nicht mehr notwendig ist. Somit führt das IP-plus Schweißverfahren zu einer langfristig sicheren Verbindung.
Funktionsbeschreibung:
Die Funktionsweise des IP-plus Schweißsystems unterscheidet sich von den Systemen der herkömmlichen Verfahren mit Heizwendel-Schweißmuffen. Bei diesem Verfahren wird während des Schweißvorgangs der zur Verschweißung benötigte Fügedruck selbst erzeugt. Basis des Schweißsystems ist ein innerer Träger-Torus. Den Torus umgibt eine Kupferdrahtwicklung, die während des Schweißprozesses die notwendige Schweißwärme innerhalb des gesamten Schweißbereiches verteilt. Die Oberfläche des Schweißringes bildet eine Beschichtung entsprechend des verwendeten Rohrmaterials (Polypropylen PP, oder Polyethylen PE).
Bei der Erhöhung der Temperatur erhitzt sich der Torus und schmilzt das umgebende Rohrmaterial und den Schweißzusatz definiert auf. Gleichzeitig wird eine Kraft senkrecht zur Rohrachse erzeugt, wodurch eine Verschweißung der beiden Rohrpartner stattfindet und selbst größere Toleranzen sicher ausgeglichen werden können. Ein spezielles Schweißverfahren bietet die Möglichkeit, die Temperatur und die zugegebene Leistung während des Schweißprozesses zu modellieren um ein perfektes Schweißergebnis zu erhalten.
-

- VOR der Verschweißung

-

- NACH der Verschweißung
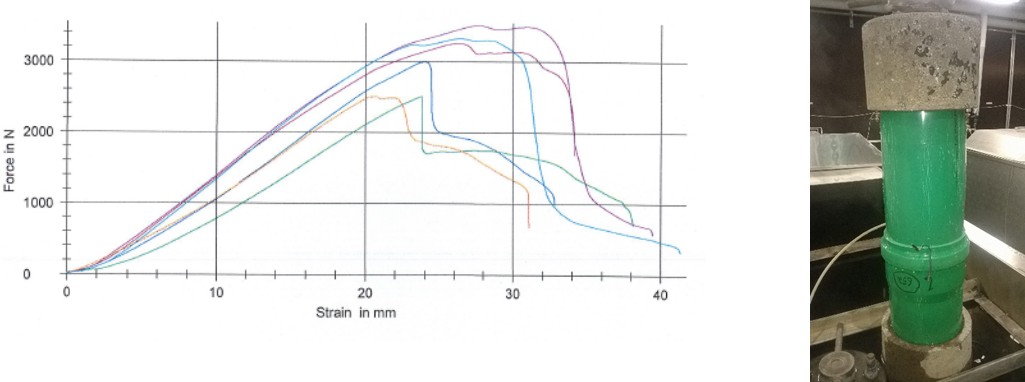
Durch diese Art der Verschweißung ist es nicht mehr notwendig die Rohrenden vor der Verschweißung mechanisch zu bearbeiten. Das s.g. „Schälen“ entfällt. Durch das Ausdehnen des Schweißringes während der Verschweißung werden Oxidschichten o.ä. sicher aufgebrochen und unschädlich gemacht. Dies beweisen die ausführlichen Schälversuche an der MPFA- Leipzig (Prüfbericht Nr. PB 5.2/14-259-1). Der Nachweis der Funktion des IP-plus Schweißsystems wurde durch das Deutsche Institut für Bautechnik DIBt bestätigt (Z- 42. 5-553).
Anwendungsgebiete
- Anlagen gemäß der neuen AwSV und TRwS 2017
- Trinkwasserschutzzone
- Industrieanlagen mit chemisch und thermisch hoch belastetem Abwasser
- Tankstellen und Tanklagerstätten
- Spezielle zu schützende Kabelschutzrohre
- Fundamentleitungen
- Landwirtschaftliche Abwasserentsorgung
- Leitungsführung in Gefällestrecken mit Zugbelastung
- Andere Sicherheitsbedürftige Anlagen
Vorteile:
- Schweißverbindung gemäß AwSV 08.2018
- Wurzelfeste, stoff- u. längskraftschlüssige Verbindung
- Einheitliche u. hohe chemische Beständigkeit von Rohr u. Verbindung
- Zulassung von DIBt (Z-42.5-553)
- LAU- und JGS- Prüfungen erfolgreich!
- Temperatureinsatzbereich -20°C bis +95°C
- Hochtemperaturfest (bis 90°C dauerfest, 95°C in Spitze)
- Hochdruckfest (Prüfungen bis 12 bar)
- Hoch widerstandsfähig gegen Hochdruckspülen
- Deutlich erhöhte Sicherheit gegenüber gummigedichteten Steckmuffen-Systemen
- Deutliche Kosteneinsparungen gegenüber PE-HD Schweißsystemen
- Einfacher Montageablauf
- Elektronische Datendokumentation

Prüfungen und Zulassungen:
Das IP-plus Schweißsystem musste während des Entwicklungsprozesses und durch vielfache Funktionsprüfungen immer wieder beweisen, dass es die hohen Anforderungen erfüllt. Damit konnte ein äußerst sicheres und stabiles Schweißverfahren entwickelt werden.
Natürlich wurde hierzu auch die allgemeine bauaufsichtliche Zulassung des Deutschen Instituts für Bautechnik erteilt – DIB t (Z-42. 5-553).
Weitere Nachweise von unabhängigen Testinstituten bezüglich JGS-und LAU-Anlagen stellen wir genauso gerne zur Verfügung wie die Resultate von aussagekräftigen Berst-Druck-Prüfungen (> 12 bar) – Fragen Sie uns!

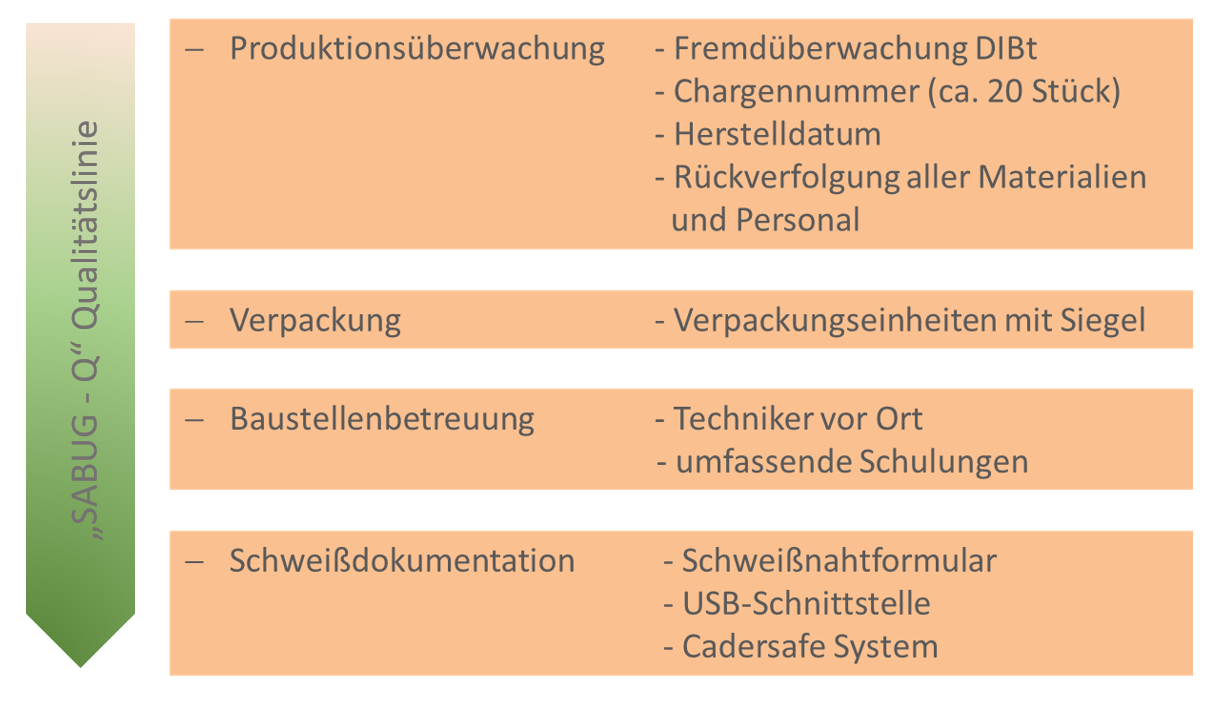
Konzept: „SABUG-Q“
 Hinter dem Konzept „SABUG-Q“ verbirgt sich ein umfassendes Qualitätssicherungsprogramm, welches das IP-plus Schweißsystem in Gänze begleitet. Von der Auswahl des Grundmaterials und Festlegung des Produzenten, über die Produktion, bis hin zum Verschweißen und bis zur Abnahme auf der Baustelle wird die Qualität des Schweißringes von uns begleitet.
Hinter dem Konzept „SABUG-Q“ verbirgt sich ein umfassendes Qualitätssicherungsprogramm, welches das IP-plus Schweißsystem in Gänze begleitet. Von der Auswahl des Grundmaterials und Festlegung des Produzenten, über die Produktion, bis hin zum Verschweißen und bis zur Abnahme auf der Baustelle wird die Qualität des Schweißringes von uns begleitet.
Alle Mechanismen zur ständigen Überprüfung der Ergebnisse führen schließlich zu dem gewünschten Ergebnis:
Eine dichte, langzeitstabile Schweißverbindung, die für viele Jahre ihren Dienst tun wird.
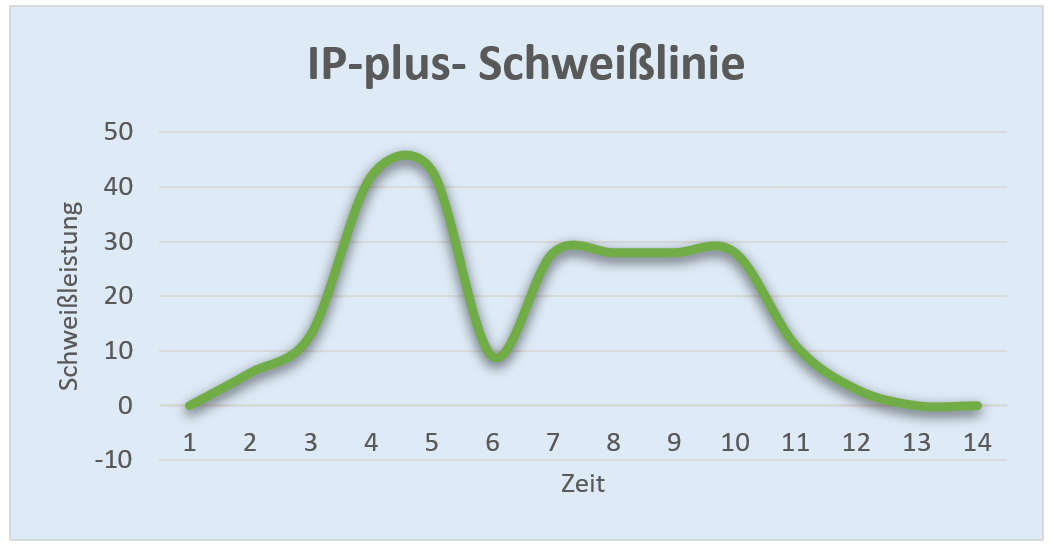
Das Schweißverfahren
Zur perfekten Steuerung der Verschweißung erfolgt die Ausführung des Schweißprozesses mittels des Multi-Voltage-Schweißverfahrens (MVS). Um ein homogene und einwandfreie Schweißverbindung zu erhalten sowie zur Reduzierung der Schweiß- und Abkühlzeiten wird während des Schweißens die Temperaturführung verändert. Das erreicht man mit einer definierten Modulation der zugeführten Spannung über die Zeit. Das Aufschmelzen der PP-Materialien und die thermische Aktivierung des Trägerringes werden gezielt in Abhängigkeit der Umgebungstemperatur gesteuert. Als Ergebnis erhält man ein Verfahren, das von -10°C bis + 40°C Umgebungstemperatur zuverlässig eine optimale Verschweißung der verschiedene Rohrsysteme durchführt. Durch die Konzentration der Schweißwärme auf einen relativ kleinen Bereich ist man mit diesem Verfahren in der Lage auch bei großen Dimensionen die s.g. Klein- Schutzspannung von < 50 V sicher einzuhalten (DGUV Regel 103-003).

Die einzeln verpackten IP-Plus Schweißringe sind mit Barcodeaufklebern versehen. Dieser Barcode wir zum Schweißen mittels Handscanner in das Schweißgerät eingelesen. Damit wird der Schweißring sicher identifiziert und die Schweißparameter entsprechen der Außentemperaturen errechnet.
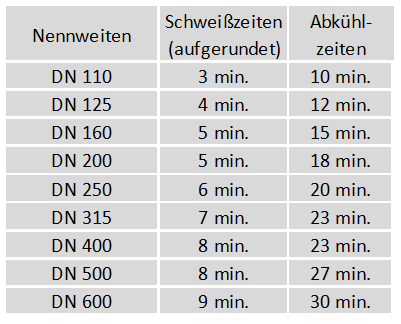
Schweiß- und Abkühlzeiten (ca.-Werte bei 20°C

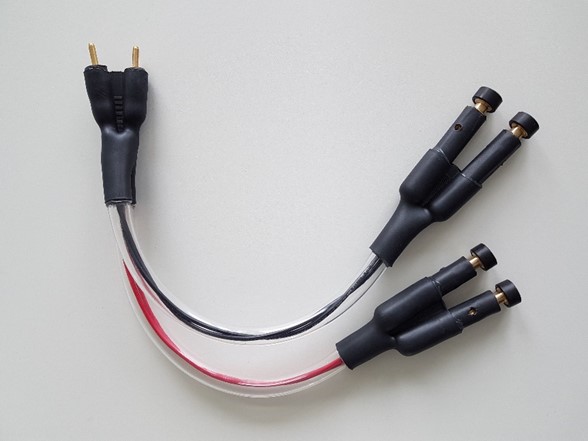
„Twin“- Schweißkabel
Das „Twin-Schweißkabel“ bietet die Möglichkeit mit einem Schweißprozess gleichzeitig 2 Verbindungen herzustellen.
Das Twin-Schweißkabel wir direkt zwischen die Anschlusskontakte der Schweißringe und des Schweißgerätes geschaltet.
- Anwendbar von DN 110 bis DN 200
- Es wird derselbe Barcode wie beim Single-Schweißen verwendet
- Spannung und Schweißzeiten bleiben gleich. Strom „I“ verdoppelt sich
- Schweiß- und Abkühlzeiten werden halbiert
- Enormer Zeit- und Kostenvorteil für die Baustelle

Ausbildung von Schweißern
 Die Verschweißung von Abwasseranlagen wird in den meisten Fällen dort angewendet, wo besondere Umstände herrschen. AwSV- Anlagen, Trinkwasserschutzzonen oder andere sicherheitsbedürftige Anlagen.
Die Verschweißung von Abwasseranlagen wird in den meisten Fällen dort angewendet, wo besondere Umstände herrschen. AwSV- Anlagen, Trinkwasserschutzzonen oder andere sicherheitsbedürftige Anlagen.
Für diese Anwendungen müssen in der Regel Sachkundenachweise zum Schweißverfahren vorgelegt werden.
Aus diesem Grunde und weil sich das IP-plus Schweißsystem von den Schweißverfahren mit denen handelsübliche Elektroschweißmuffen verarbeitet werden, unterscheidet, werden spezielle Schulungen zum Erlangen der notwendigen Fachkenntnisse aus dem Hause SABUG angeboten. Damit versetzen wir sowohl erfahrene PE- Schweißer als auch Personen, die keine Erfahrung auf diesem Gebiet haben in die Lage das IP-plus Schweißsystem fachlich einwandfrei und sicher anzuwenden.
Qualitätskontrolle auf der Baustelle
Eine funktionierende Qualitätsüberwachung ist auf der Baustelle für viele Auftraggeber das A und O. Zur Dokumentation der Schweißverbindungen stehen für das IP-plus Schweißsystem gleich 3 verschiedene Verfahren zur Verfügung:
| Dokumentation mittels handschriftlicher Liste Wird in der Regel bei sehr kleinen Projekten angewandt, bei denen ein handschriftliches Eintragen der Schweißparameter sicherlich keinen großen zusätzlichen Aufwand erfordert. |
 |
| Dokumentation mittels Speicherung im Schweißgerät Während der Schweißung werden alle Schweißparameter wie Temperatur und Zeiten sowie eventuell auftretende Fehler im Schweißgerät gespeichert. Diese Informationen lassen sich danach einfach per USB-Schnittstelle aus dem Gerät auslesen. Die Anzeige als pdf-datei erfolgt unter der Verwendung der frei downloadbaren IP-plus-Software. |
 |
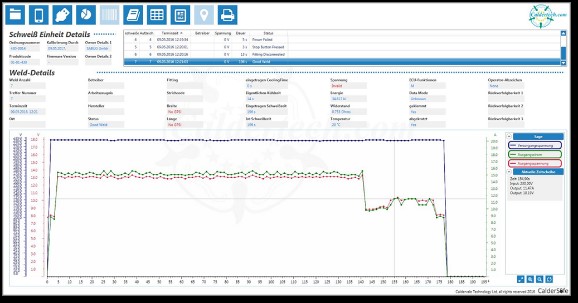
| Dokumentationsverfahren IP-plus-Caldersafe Bei diesem Verfahren werden die Schweißdaten über eine Bluetooth-Schnittstelle mittels eines Smartphones direkt online an eine geschützte E-mail gesendet. Dieses innovative Verfahren ermittelt alle rund um die Verschweißung wichtigen Daten wie GPS-Position, Name des Schweißers, Datum, Temperaturen und vieles mehr, voll automatisch und fälschungssicher. |
 |
Kostenbetrachtung
 Die gesamtheitliche, betriebswirtschaftliche Betrachtung zeigt, dass die Verwendung des IP-plus Schweißsystems beim direkten Vergleich der Schweißfittinge (Heizwendelmuffe und IP-plus Schweißring) durch den enormen Preisverfall der Heizwendelmuffen eine kostenintensivere Lösung zu sein scheint ist.
Die gesamtheitliche, betriebswirtschaftliche Betrachtung zeigt, dass die Verwendung des IP-plus Schweißsystems beim direkten Vergleich der Schweißfittinge (Heizwendelmuffe und IP-plus Schweißring) durch den enormen Preisverfall der Heizwendelmuffen eine kostenintensivere Lösung zu sein scheint ist.
Bezieht man allerdings die Einbau- und Montagekosten, die Verfügbarkeit des Rohrsystems sowie die Rohr- und Formteilkosten in die Kalkulation mit ein, so stellt sich schnell heraus, dass das IP-plus-Schweißsystem letztlich einen signifikanten Kostenvorteil gegenüber anderen verschweißten Rohrsystemen bietet.
Das werden Ihnen viele zufriedene Kunden sicherlich gerne bestätigen.

Beispielhafter Kostenvergleich: Rohre nach DIN EN 1852 und DIN EN 14758 (KG 200) mit IP-plus Schweißsystem verschweißt, im Vergleich zu verschweißten PE-HD Abwasserleitungen derselben Ringsteifigkeit. Hier zeigt sich die deutliche Kosteneinsparung von 25-40% bei der Gesamtkostenbetrachtung (durchmesserabhängig).